Brief
This company is an online retailer of organic foods that offer entire, healthful foods that are dehydrated and kept for six to twelve months after opening. Food dehydration trays must be washed and sanitized after each use in the production process.
Challenge
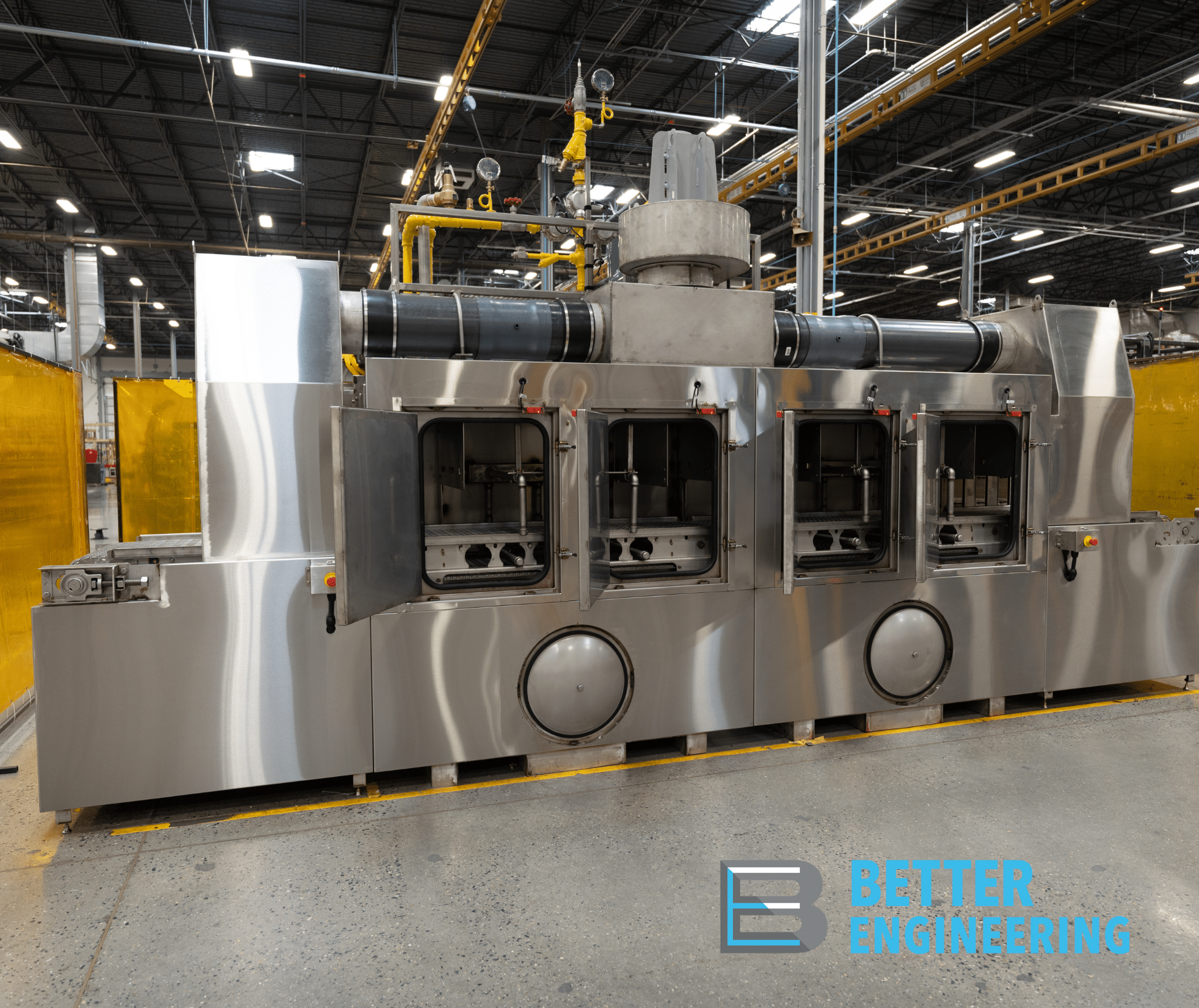
Better Engineering initially submitted a bid for the project in 2018; however, it was rejected due to pricing by a European manufacturer. After acquiring a cleaning machine for food processing equipment from Europe, Thrive Life approached Better Engineering to rebid the project. The European conveyor belt washer could not satisfy the throughput requirements of Thrive Life’s manufacturing line; additionally, part failures frequently occurred, which delayed production. To make matters worse, Thrive Life could not obtain replacement parts for the European machine, significantly increasing downtime. As a result of the European belt washer’s frequent issues, the 24-inch belt washer used to clean the aluminum trays were removed from production.
Results
Improved throughput, spare parts accessibility, and dependability/uptime were the results of integration. BE could meet growing capacity requirements. They ordered two more systems six months later!
COnclusion
In this particular case, prioritizing cost over quality has taken precedence. It is essential to consider factors beyond the lowest price. When it comes to customer service, the combination of well-crafted American products and readily available support, when needed, holds significant value. By focusing on providing an exceptional customer experience throughout the sales cycle and post-sale, as well as building high-quality products, Better Engineering has become a leader in the parts washing industry.
Please contact us to learn about more cleaning applications and conveyor parts washers like this!